日本三菱控制器实际应用和常见故障
来源: 作者: 发布时间:2012-01-14 15:38 浏览量:114
日本三菱控制器在电线生产中的实际应用和常见故障
目前,运动控制器在工业上的应用越来越多,主要涉及一些产品的加工,装配,以及产品的后期组装等等,诸如,塑料成型机(注塑机),妇女,儿童用品生产线,。。。有时,同步控制在其中的应用显得尤其重要。三菱电机生产的运动控制器中,SV22版本具有十分强大的功能,对于同步控制,具有其他产品或控制器无法比拟的优点。
三菱电机的运动控制器目前主要有A系列和Q系列。A系列包括A171(最多4轴),A172(最多8轴),A173(最多32轴)和A273(最多32轴),Q系列包括Q172(最多8轴)和Q173(最多32轴);值得一提的是,Q系列可以多CPU运行,目前至多可以有3个运动控制器CPU,也就是说,可以最多控制32*3=96轴,在多工序,多动作的控制系统中,
可以显现出强大的功能。另外,其OS版本多样化(包括SV13,SV22,…….),决定了运动控制器在工业上应用的灵活性。
本文就三菱A171运动控制器在电线生产过程中的实际应用,详细说明SV22的同步系统构成。
二.工作机械构成图

三.动作说明
(1)上图中,电线从右向左运动,目的是在线上等长地刻出所需要的标记或数字;
(2)伺服马达1用恒速度控制,伺服马达2与其同步运行后,在需要的长度地方产生动作;
(3)在一个工作周期中,包括伺服马达2的前进和后退;
(4)上述过程在归零之后一直重复进行。
动作地址示意图:

四.系统构成

五.输入输出点的分布:
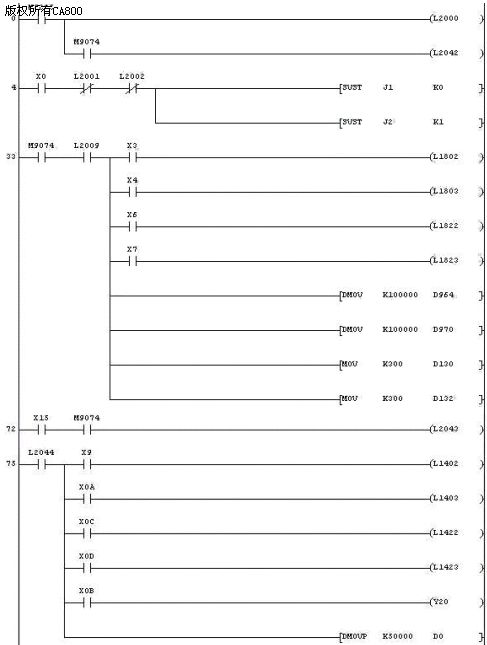
X0:两轴归零; X5:启动; X1:停止;
X3:一轴点动正转; X4:一轴点动正转; X6:一轴点动正转;
X7:一轴点动正转; X15:实模式向虚拟模式转换; X8:当前值设定;
X9:虚拟轴一点动正转; XA:虚拟轴一点动反转; XC:虚拟轴二点动正转;
XD:虚拟轴二点动反转; D110:CLUTCH ON地址; D120:CLUTCH OFF地址;
D130:轴1的转矩限制; D132:轴2的转矩限制; D100:模式设定;
M100:CLUTCH ON/OFF标志; D140:滑行量; XB:满足在电线上动作条件
六.机械模型

机械设定参数:
【连接齿轮>
输入齿数:1
输出齿数:1
输出运转方向:正转
【辅助齿轮>
输入齿数:1
输出齿数:1
输出运转方向:正转
【终端齿轮>
输入齿数:1
输出齿数:1
输出运转方向:正转
故障时运转模式:继续
【伺服马达>
【辅助伺服马达>
辅助输入轴号:2
极限限制:最大值:2147483647,最小值:0
指令到位范围:100
JOG速度限制值:300000
JOG参数块:1
【roll-2>
输出轴号:2
单位:mm
roll直径:10.0000
roll一圈的脉冲数:100000
滞留脉冲允许值:65535
速度限制值:10000.00
虚拟输入轴号:1
极限限制:最大值:2147483647,最小值:0
指令到位范围:100
JOG速度限制值:300000
JOG参数块:1
故障时运转模式:继续
【roll-1>
输出轴号:1
单位:mm
roll直径:10.0000
roll一圈的脉冲数:100000
滞留脉冲允许值:65535
速度限制值:10000.00
【Clutch参数>
控制模式:地址模式
模式设定:D100
ON/OFF指令:M100
ON地址设定:D110
OFF地址设定:D120
平滑方式:定时
平滑时间:0
七.参数
八.伺服程序
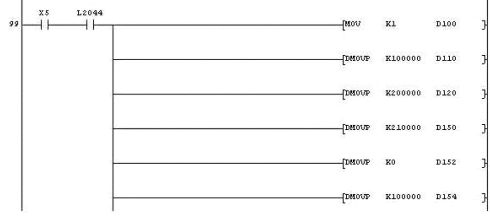
(虚拟模式范围:从K100-K110)
九.部分PLC程序
三菱 FR-SI主轴控制器是在加工中心和数控车床上使用较多的一种控制器。该控制器由主电路板SF-CA,定向控制器板SF-OR,电源模块SF-PW和主电源部分的整流,变频输出模块,放电控制电路,检测反馈电路等部分组成。通过与数控系统连接,对主轴电机进行控制。主轴转速检测使用速度传感器,定向选用磁传感器、定向编码器控制。0 d _% ?/ I9 h0 d' P. Z) }6 @8 n1 l
常见的几种故障:
6 ~: B) J9 _. f" p l电源模块部分的故障
% V. F" V: ?9 }9 M6 K/ t SF-PW电源模块是保证控制器正常工作的必要条件,控制器在使用中,电源模块的损坏现象较多,在我们修理过的加工中心上,发生过多起因电源损坏所造成的故障。在机床上所体现的故障现象有:
" c2 B" g! _9 d% O! g9 l | 1.1在MAZAK加工中心,开机时“机床准备就绪灯”不亮,或有NC报警。 U' Q) _" t; ]
“机床准备就绪灯”不亮是因系统中存在故障,有没接通电源的控制器。检查电柜中发现伺服放大器上有“56”报警号,查看主轴控制器电源模块,发现板上的LED黄色灯不亮,测量该电源上有200V输人但无输出。因此该电源损坏,更换后正常。
0 G8 b; h$ ; a1 p3 h8 i) m 1.2 DM4800加工中心数控系统是三菱M300,开机时屏幕上出现Y02,有时是Y03,并有“7905”报警号。8 N6 J6 ]2 s* n0 x+ f
查看Y03报警是“有不正常的轴或接线断开”。检查电柜内主轴控制器上的LED黄色灯不亮,因此电源有故障,更换后正常。
2 O+ n7 A0 n1 U+ T1 V/ a; O' T 1.3一使用该控制器的加工中心,开机电源接通时正常,但放开“急停”按扭准备工作时机床上出现“56其它轴”报警。
6 Z9 p* z' P' a1 [ “56其它轴”报警除指伺服放大器外,在该机床中主要指主轴控制器。检查电柜中主轴控制器,在电源接通时模块的LED灯亮,但放开急停后灯即熄灭,开始怀疑有短路,将板上有关的插头拔下,但出现其它报警,根据分析,原因仍是电源模块故障,更换后正常。8 b3 M1 f/ @. k, U' Q- X# u
l.4更换主轴控制器电源后出现“45急停”报警。
# k0 A$ }/ L/ G7 N# j5 d8 F 报警指出机床有“急停”故障,但检查开关,热保护均正常,后发现故障是在更换电源模块后出现的,对主轴控制器检查,发现因移动电路板,造成插头接触不良,使板上的热保护点脱开出现报警。
5 S' O; V3 X+ Q1 k* Y4 ] 2定向控制方面的故障 K' H7 h" f2 W# f. H4
定向控制是加工中心上重要功能,在该控制器上,有一专门用于对定向进行控制的电路板SF-OR,在该系统中定向检测元件以“磁感应”式的使用较多。因此,在修理时要以检查该元件为主。
) S7 G7 v7 G- b 常见故障现象:! L. d1 t+ D: V. y. Q m
2.l机床在工作中主轴不停旋转,出现T010100报警(M300数控系统)。
( d% K& W4 w2 D! h1 `& J1 p 该现象在DM4800加工中心上出现过。检查加工程序,发现主轴不停旋转时下一步应进行刀具交换,因此是定向没有完成。使用手动方式检查定向功能,发现动作时有时无,因此判定磁传感器故障,经更换后正常。
/ e9 |" @1 K L& {, G5 G/ ` 2.2主轴在进行定向时,有时要转数圈才能完成(MAZAK加工中心)。
G4 L. `8 k( f) ]0 t6 `$ Y 根据故障现象分析,故障是磁传感器的灵敏度下降引起,经在允许范围内进行调整无效,只能更换。
- E, ^1 M& N o1 y. C- ~3 A9 l 2.3定向位置偏离较多。
& U" |3 K( @$ t! z 机床在使用数年后有可能会出现定向偏移现象,可通过对参数或磁体调整来解决,使主轴停在理想的位置。
$ m6 B5 a4 P' s# r+ h! C 3主轴电机部分的故障) x7 h/ {& @# k! i1 [
三菱主轴电机与其它电机有区别,该电机为变频电机,使用速度传感器检测,因传感器正反信号不一致会在旋转中出现震动和噪音。当有这种现象时应测量输出信号幅度,进行调整,如调整无效应更换。速度传感器安装时检测齿轮与感应头的间隙有要求,应按标示的数值安装,过大或过小都对信号有影响。' m8 V" @4 W+ u( q) s
电机的冷却依靠后面的换气风扇,使用年久因轴承损坏,油垢堆积使风叶被卡不能对电机进行通风冷却,在电机工作时间较长后会出现过热,购买原装风扇电机时间长、价格高,可使用质量较好的换气扇电机改装或替换,效果一样。4 ~9 [$ H& q, t2 c5 s8 Z' j
电机使用多年后轴承中的润滑会变坏,甚至造成轴承损坏。使用中常会出现噪音、震动、负载过大、过流等故障,因此要进行确认,在有条件的情况下,应对电机轴承好坏进行检测,根据具体情况进行必要的保养或更换。: Y; o3 q: f/ k/ u5 W
三菱FR—SF主轴控制器在数控机床上应用已有较长的时间,因此出现故障也是正常的,但只要注意平时的维护保养,出现故障后正确判断处理,就能避免故障扩大
十.结束语
同步控制中,驱动模型,传输模型,输出模型可以有多种选择,本文想作为抛砖引玉,选用的模型可能不是最佳,但可以说明问题业务详情咨询网址:http://www.szwhtkj.com










更多>>最新评论
发表评论
相关新闻